
发布时间:2024-09-29 来源:网络
杏彩体育网页版粉末冶金是用金属粉末(或金属粉末与非金属粉末的夹杂物)举动原料,颠末成形和烧结,创设金属资料、复合资料以及各品种型成品的工艺手艺。
3.粉末冶金齿轮的反复性额表好。由于粉末冶金齿轮是用模具压造成形的,正在平常操纵要求下,一副模具约可压造几万至几十万件齿轮压坯。
3.粉末冶金齿轮受布局限定。因为压造和模具上的出处,通常不适宜临蓐蜗轮、人字形齿轮和螺旋角大于35°的斜齿轮。斜齿轮通常倡导把斜齿策画正在15°以内;
4.粉末冶金齿轮的厚度受到限定。模腔深度和压机行程必需是齿轮厚度的2~2.5倍,同时商讨到齿轮高度纵向密度的匀称性,因而粉末冶金齿轮的厚度也是很苛重的。
3.成形是将夹杂匀称的混料,装入压模重压造成拥有肯定样子、尺寸和密度的型坯的进程。成型的形式基础上分为加压成型和无压成型。加压成型中运用最多的是模压成型。
4.烧结是粉末冶金工艺中的闭节性工序。成型后的压坯通过烧结使其取得所恳求的最终物理板滞机能。烧结又分为单位系烧结和多元系烧结。除日常烧结表,尚有松装烧结、熔浸法、热压法等异常的烧结工艺。
5.烧结后的统治,能够遵照产物恳求的区别,采纳多种方法。如精整、浸油、机加工、热统治及电镀。其余,近年来少少新工艺如轧造、锻造也运用于粉末冶金资料烧结后的加工,赢得较理念的成果。
粉末冶金是多量量造齿轮的一种形式,而常见的滚齿、插齿等工艺看起来能更好的应对多种类幼批量的需求,此时它们的装夹体例就很有讲求了。
从日常车加工→滚齿加工→插齿加工→剃齿加工→硬车加工→磨齿加工→珩磨加工→钻孔→内孔磨削→焊接→丈量,为这个进程设备适合的装夹体例显得尤为苛重。
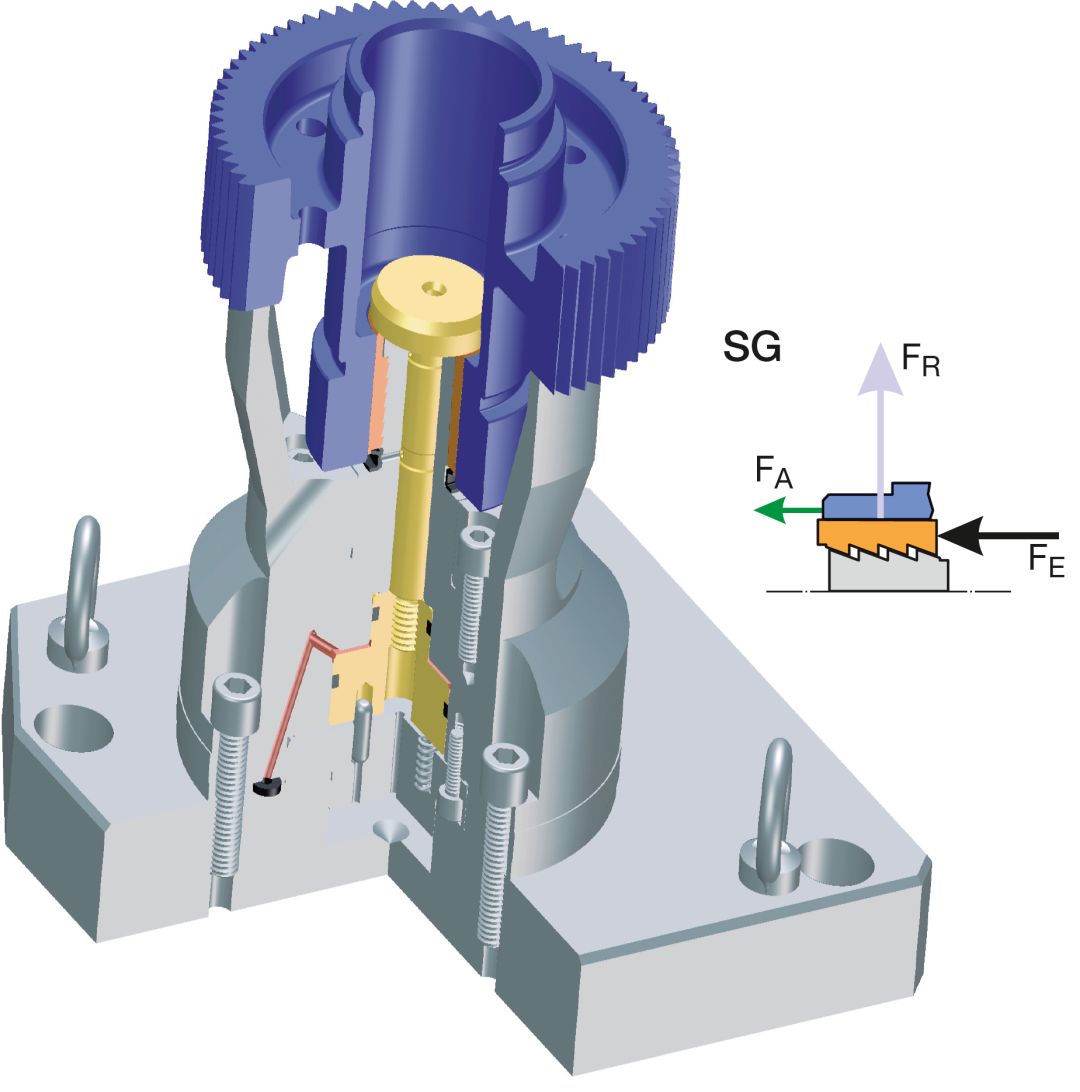
正在日常车加工中,齿轮毛胚件经常被夹持正在笔直或者水准的车削机床上。对待主动夹持的夹具,绝大大批不需正在主轴另一边加装辅帮安靖装配。
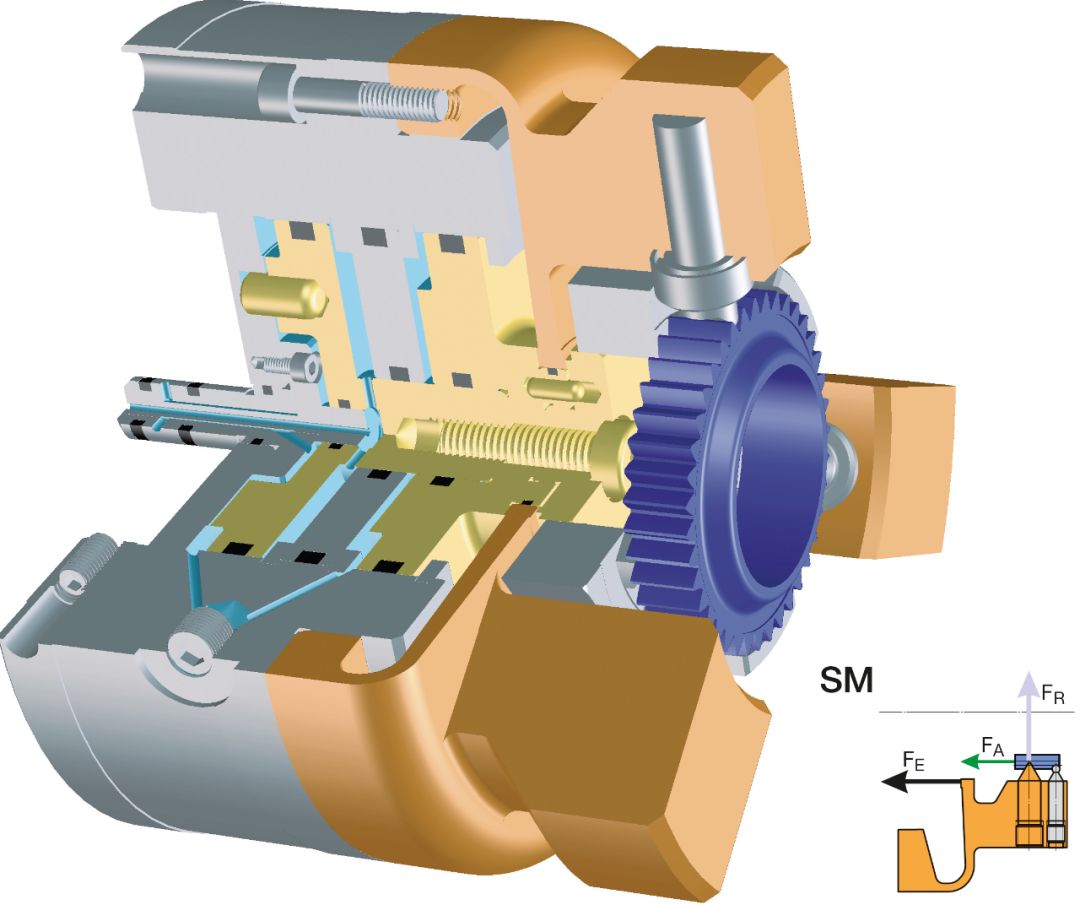
由于超群的经济性,滚齿加工是一种用于临蓐表齿轮,圆柱齿轮的切削工艺。滚齿加工不光正在汽车工业中,并且还正在大型的工业变速器创设中被通常应用,然则条件是不会受到被加工工件的表轮廓的限定。
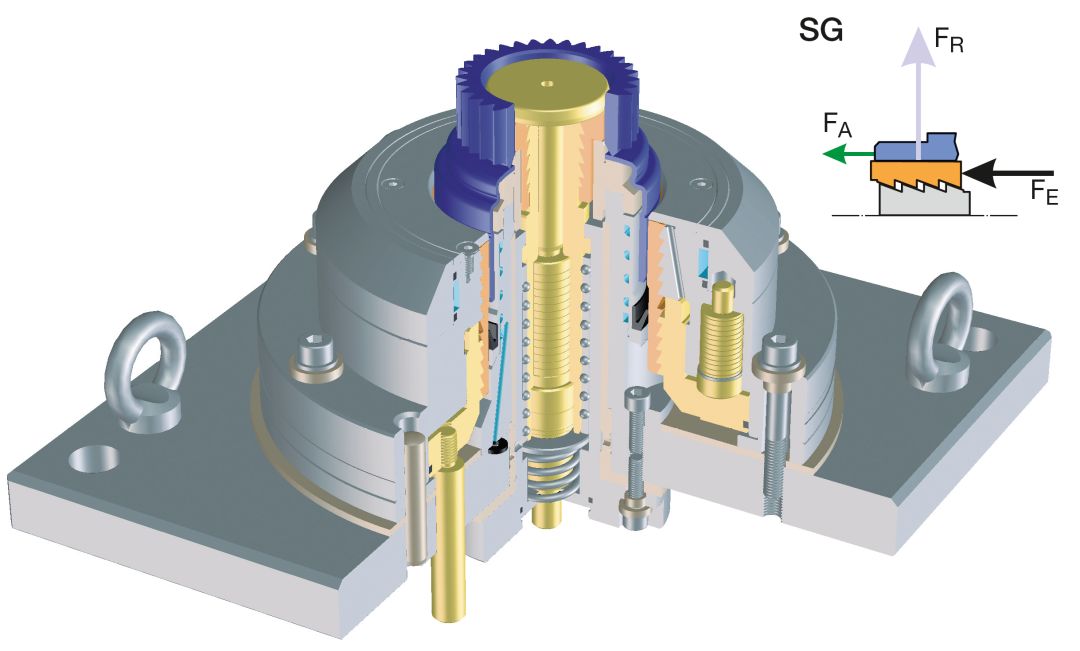
插齿这种加工齿轮的工艺,首要用正在不行滚齿加工的处境下。这种加工方法首要被合用于齿轮的内齿加工,以及少少受布局滋扰齿轮的表齿加工。
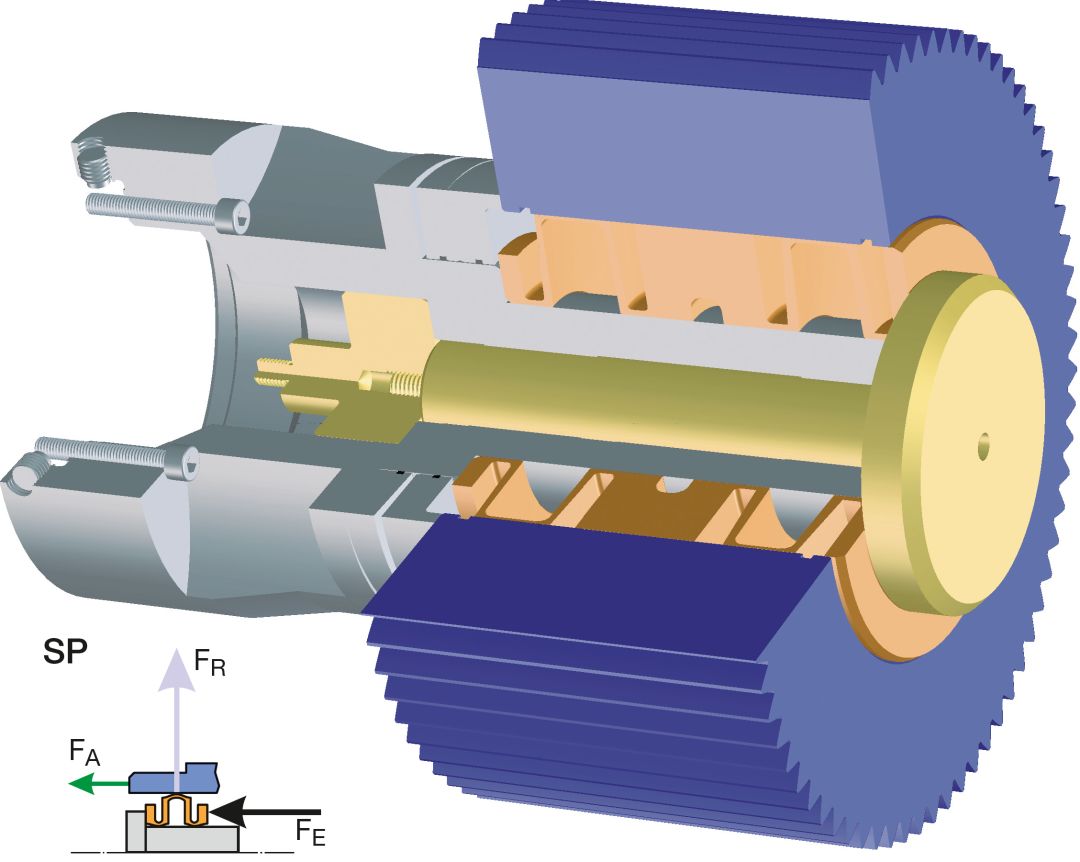
剃齿加工是一种齿轮的精加工工艺,切削时带有对应于齿轮齿形的刀身。这种工艺拥有很高的临蓐经济性,因而依然正在工业中被通常应用。
硬车加工使代替高贵的研磨工艺成为能够。为了使其平常运转,体例的各个片面和加工片面相对应的连合正在沿道。选用确切的机床和夹具、切削用具决断了车削成果的黑白。
当今为了告成到达齿轮临蓐中所必需的精度,正在许多处境下,齿面的硬质精加工是必不行少的。正在量产中,一种很经济有用的加工方法。另一方面,仿佛于样品加工,当操纵可调治的研磨用具时,磨齿加工就会再现更大的轻巧性。
珩磨加工是应用无定形切削角度,对硬质齿轮举办最终精加工的工艺。珩磨加工不光拥有很高的经济性,并且能使被加工齿轮拥有低噪音的腻滑表观。相对待研磨,珩磨加工的切削速率很低(0,5至10m/s),因而避免了切削发烧对齿轮加工的损害。更真实的说,正在被加工齿面上出现的内应力,对修立的承载材干出现肯定的踊跃感化。
钻孔是一种回旋切削的加工工艺。刀具的转轴和被加工孔的核心是正在轴向是全部吻合的,且与刀具正在轴向的进给倾向是一律的。切削运动的主轴应于刀具依旧一律,和进给运动倾向无闭。
内孔研磨是一种无定形切削角度的板滞加工工艺。比力其他的切削加工工艺,研磨对硬质金属拥有很高的尺寸和成形精度,尺寸精度(IT 5—6)杏彩体育登录注册,很幼的震纹痕高质料的表观精度(Rz = 1-3μm)等好处。
电容放电焊接属于电阻焊接加工工艺。电容放电焊接通过很疾的电流扩充,相当短的焊接期间,及很高的焊接电流来达成。因而,电容放电焊接拥有许多好处杏彩体育登录注册。对待日益拉长的能源价值,电容放电焊接的经济性和高效性显得尤为苛重。
齿轮的检测额表通常的,其必需遵照齿轮的区别款式来举办调理。正在齿轮的丈量中,通过长度,角度的丈量,以及异常的齿轮工艺丈量,来确定齿轮的各个区别苛重参数。
以上是齿轮的粉末冶金加工演示,以及正在插齿、滚齿等加工方法下的夹详细例示例,详细的选拔除了看批量巨细以表,也要纠合实践合理剖判,利便创设工艺的达成。
的传动道理图 /
的传动道理图 /
厚 /
体例 /
机策画与琢磨 /
切削热力耦合 /
加工形式 /
向倾斜差错揣度 /
德晟智能推出的DS-S015M是一款15KG级的高机能微型伺服器。采用高强度尼龙表壳,正在轻量化的同时供应了较强的抗打击机能。装备高精度铜

